Heat exchanger tubes and endplates are traditionally sealed by welding, brazing, or soldering. There are adhesives available that can be used for sealing heat exchangers in place of welding processes. Here are some major benefits of switching to adhesive sealing:
1. Cost savings
Welding and brazing is a skilled occupation and generally commands a higher hourly rate than semi-skilled production operatives applying adhesive. Using adhesive for sealing heat exchangers can also reduce the amount of space in production. (Somebody using welding equipment needs quite a large exclusion zone around them).
2. Health and safety
Elimination of welding equipment in the workplace is a massive benefit when switching to sealing heat exchangers with adhesive. Oxyacetylene cylinders are a big risk in the workplace and can explode if there is a fire. Untidy hoses pose a trip hazard. Certain types of welding can cause electric shock, burn skin, harm eyes, and potential toxic emissions. Discomfort from noise, bright light, and fumes also occur.
Adhesive hazards are fairly minimal by comparison; users should wear disposable gloves to prevent skin contact and should avoid contact with the eyes. Heat cure epoxies would require oven gloves to remove the assemblies from the oven, but this is no worse than reheating your dinner! For UV cure adhesives, remember to use eye protection block UV light.
3. Freedom of material choice
Welding, brazing, and soldering limit the materials you can join. Both parts must be metal. When using adhesive for sealing heat exchangers, you can look to incorporate other materials, for example, Nylon end plates can help reduce component cost and weight. Nowadays, automotive part manufacturers are always looking for more lightweight components to help reduce vehicle weight and improve fuel economy. Adhesives also offer better stress distribution, and if bonding dissimilar metals or different materials where there are differential thermal expansion and contraction stresses, adhesives can flex to accommodate this.
4. Sealability
Pin-prick holes are an age-old problem associated with welding. Avoid these by sealing heat exchangers with adhesive instead. There are also low viscosity wicking adhesives that can be post-applied to weld joints to seal any weld porosities – so even if you are not ready to make the big switch over from welding to adhesive sealing, it is well worth considering this add-on product to reduce re-work time and improve the sealing reliability of weld joints.
Heat exchanger applications
Heat exchangers are common in air conditioning and heating units, cooling fluids (such as automotive radiators where engine coolant flows through to dissipate heat from the engine), refrigerators, chemical processing, and power plants to name a few. They use thermally conductive metals to dissipate heat over a large area. Typically, coolant flows through tubes that are covered in metal fins where the heat is dissipated. Adhesives seal around the tops of the tubes where they meet the end plates. They can either be applied to form a meniscus around each tube which gives visible sealing (often adhesives are coloured to match the metallic tubes to look more like braze or solder). Alternatively, adhesives can be used to pot the tubes into an end plate. Adhesive needs to flow around each tube to create an adequate seal.
Example #1

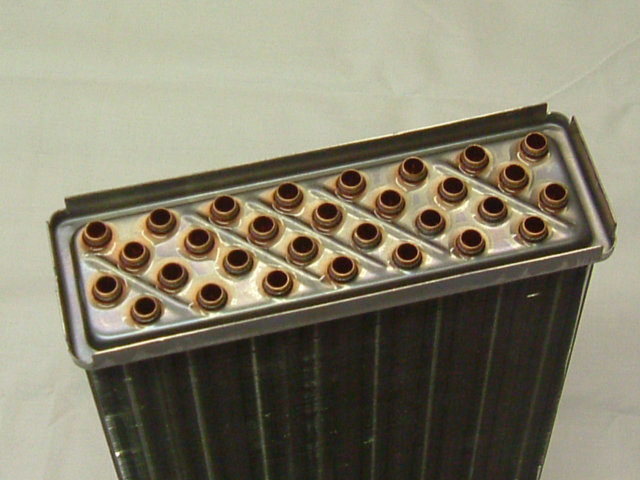
ABOVE PIC: Depending on the fit of the tubes, adhesive selection needs to consider the viscosity and gap fill of the product – if you want a product that is going to flow down between the tubes or if you want it to sit as a meniscus around the join – or you may even need a combination of the two. Heat cure epoxy adhesive is available with a metal-like appearance and in a variety of viscosities and rheology characteristics (e.g. flows during heat cure or is non-slump, even during the heat curing process). Heat cure epoxies offer excellent chemical and temperature resistance. They are easy to apply and cure via heating in the oven or by an induction curing process which only takes a few minutes.
Example #2
ABOVE PIC: If using an oven or induction curing equipment is not feasible, consider dual cure UV anaerobics. These do not require a heat cure. Adhesive wicks down between the tubes and the end plate and then seals between closely fitting metal parts. The excess “fillet” or meniscus of adhesive cures with a quick flash of UV light. The adhesive conveniently contains a UV tracer which makes in-line QC inspection very easy under UV black light. The anaerobic cure mechanisms cures the shadowed areas.
Example #3

ABOVE PIC: This oil cooler’s end plate has a small lip around the circumference, which provides a reservoir for low viscosity epoxy adhesive. The adhesive flows around the tubes to provide a 100% seal. Depending on the volume of epoxy it may be important to use the lower temperature on the recommended cure schedule.
Fins with L-shaped joints or grooves which have usually been welded or taped, can be bonded instead. Plate heat exchangers generally have much less welding, but they do require adhesives to bond rubber gaskets; this can be done with high-temperature resistant cyanoacrylate adhesive.
High strength anaerobic sealants seal tubes on refrigerators and air conditioning equipment quickly and effectively.
This cures when in a tight gap between metal tubes. It is essential to choose a high strength product. Refrigerant gases are particularly “searching” and are not something you want to have leaking out!
To download Permabond’s brochure about heat exchanger adhesives, please click here.
For further help and advice, please contact Permabond.
Related Information:
Permabond will help you select the right adhesive for your application.
Permabond products are sold through distributors worldwide.
Permabond is an ISO QMS Certified company.


