
Magnet bonding is found in motors, speakers, microphones, computer storage, and auxiliary power generators to maximize the assembly performance. The adhesive bonds the entire surface of the magnet distributing stress. Old style clips concentrated stress on a small area of brittle magnet.
Bonding also prevents noise and corrosion.
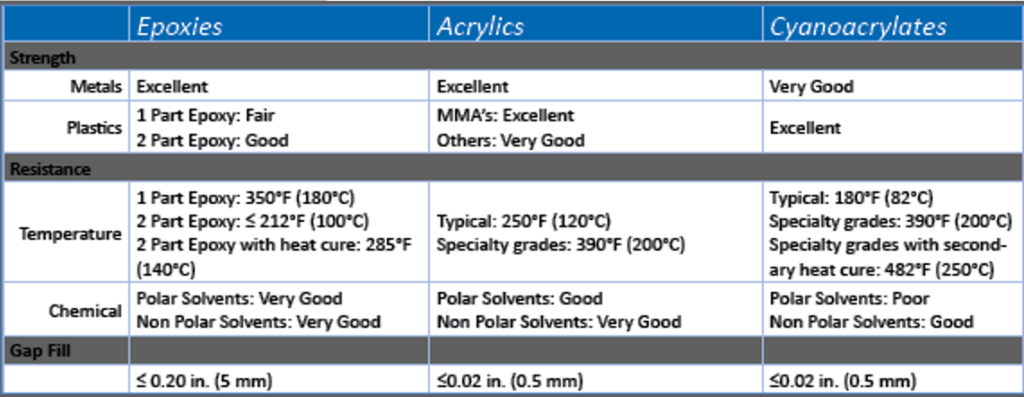
So the decision to use adhesive magnet bonding instead of clips is generally an easy one. The difficulty can come in choosing the best adhesive because there are so many different types. Understanding the basic requirements of strength, impact, vibration resistance, heat resistance will help narrow the choices slightly. See the table below.
Most often the deciding factor in adhesive selection is more closely related to the manufacturing process requirements. Understanding the desired application process, cure time and temperature as well as speed of strength development are all significant to optimizing the process.

With the exception of single component heat cure epoxies (which achieve full strength upon cooling after the cure schedule stated on the data sheet), the full cure time of all of the above adhesives is 24 hours. But rest assured – one doesn’t need to sit and watch it for 24 hours. The times noted above are estimates of fixture speed which are dependent on temperature, gap, and substrates. Fixture is defined as when the adhesive starts to set. Other strength development terms include handling strength and working strength. I have found variations in how different manufacturers define these terms. As such I recommend reviewing the strength development curves found on the technical data sheets. Following is an example of the strength development of a surface activated acrylic.
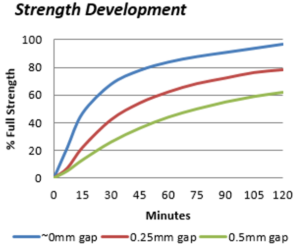
Note the difference in cure speed with a gap. 100% strength of this surface activated acrylic exceeds the strength of the ferrite – so in a very short time, the assembly is strong enough to remove from the fixture.
Similarly, two component external mix structural acrylic adhesives develop strength quickly. In about 5 minutes, a steel bond will have approximately 1000 psi strength. That is only a fraction of the final strength – but plenty to remove jigs or clamps.
Single component epoxies cure with heat. Generally, they require jigging or fixturing the assembly until they cure. There are two basic processes – some heat cure epoxies flow as the heat – before curing. In this type of process, apply the adhesive. Say, the magnet and can then flows during heating to cover the bond area. The other type is applying non-flowing or no sag single component epoxy to one component before assembling. Both processes produce strong, durable bonds.
For those who prefer curing epoxy without an oven, 2 component epoxies can be dispensed through static mix types onto one component then assembled and jigged to cure.
Acrylics are often chosen over epoxy due to the room temperature cure – and very rapid strength development. There are several types to choose from.
A bead of part A is applied on top of a bead of part B – care must be taken to assemble the components quickly as the adhesive sets rapidly.
This type of adhesive is dispensed with specialty equipment such that the two parts of the adhesive-free fall together onto the assembly. Similar to Bead on Bead Acrylics – assemble the components quickly as the adhesive sets rapidly.
These acrylics also provide very fast strength development. However – they allow more time between application and assembly because the initiator is applied to one surface (say the can) and the adhesive is dispensed onto the magnet.
Two-component acrylics dispense through a static mix nozzle. Set speeds vary, but they are generally not as fast as bead – on – bead, surface activated or external mix. Some two component acrylics are flammable.
These are ideal for small motors but often lack the impact, environmental, and vibration resistance needed for large industrial motors.
Download Permabond’s Motor magnet bonding brochure here.
For help with adhesive selection, production line assessments, and any other queries, please contact Permabond.


