With the exception of Great Aunt Tilly, we don’t exist in a complete vacuum. Air is everywhere and often finds its way into an adhesive bond joint. It goes without saying that adhesive bonds better than air – so minimizing or eliminating air bubbles is essential to achieving the strongest bond. It is also important to eliminate air if you desire a full seal – dispensing one air bubble the size of the bead of adhesive will create a leak path. In many applications the most important reason to eliminate air is to provide a clean aesthetically pleasing finish.
Air finds itself into adhesive in many ways. It may be bounced around in a shipping truck, tossed into a tool chest, or transferred to a dispensing unit. Often simply allowing the adhesive to settle will bring air to the surface. In other cases, if the viscosity of the adhesive is too high to release air independently. You can use vacuum or centrifuge to remove it. Use care not to over-vacuum adhesive with volatile components, as it may affect the adhesive properties. Also, use care not to remove dissolved air from anaerobic adhesives as it is required to keep the material from curing.
An adhesive bond joint design, which provides an air escape path, is ideal. Tongue and groove joints with equal square edges can trap air. A slant on one side of the tongue can allow air to escape.
Manufacturing design is another avenue to vent the air. For example, flat on flat will trap air, but simply angling the top portion as if you were applying a coverslip to a microscope slide will allow the air to get out of the way.
When dispensing two component adhesives dispense via static mix tips to avoid air entrapment. If mixing two component epoxy by hand, it is important to stir – not fold – to minimize the air incorporated. Use wooden tongue depressors – not spoons – to mix. Stir thoroughly, and be sure to scrape the sides and bottom of the container. When potting with two component epoxy adhesives, air bubbles may rise to the surface and pop. If they don’t pop, a heat gun or hair dryer set on high heat will usually encourage them to open.
Automatic dispensing equipment is a fantastic way to minimize air. With the right viscosity and rheology, dispensing valves that use suck back to stop the dispense can be accurately dialed in. Other valve systems are available that do not use back pressure.
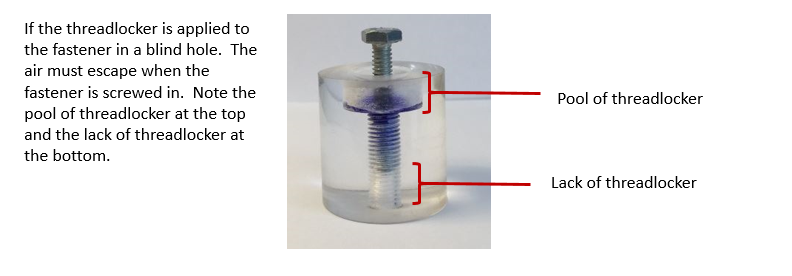
Where you dispense the adhesive can be just as important as how you dispense adhesive. Consider the blind hole effect. When using a threadlocker in a blind hole be sure to dispense the adhesive onto the threads within the hole. If the threadlocker is dispensed onto the threads of the fastener instead, the threadlocker will be pushed up the fastener and out of the joint as the air in the hole is displaced by the fastener. Although it is common in threadlocking, this phenomenon can happen with any adhesive and any joint configuration that will cause air to be displaced by the adherend.
Above, the threadlocker was dispensed onto the bolt. Note the pool of sealant pushed up and out of the threads by the trapped air.
The dispense pattern is also important. Dispensing a bead of adhesive which will, upon assembly, compress to fill the bond area is ideal. However, when one bead won’t fill the area, consider dispensing in a serpentine pattern.

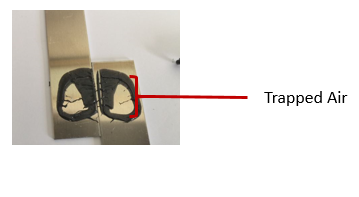
Avoid two beads which will trap air between them, or any closed shape.

When bonding clear substrates it is easy to see the joint, but when bonding metals or other materials you can’t see through it is difficult to tell. If a joint fails and the adhesive appears crepey it is likely that the joint separated before the adhesive was cured. What’s crepey? – well crepey isn’t a technical term for adhesive. It is a popular word in anti-aging skin care. Crepey skin is creepy – it’s that old skin that looks like crepe paper. If a bond fails and you see striations that look like crepe paper – one of two things happened.

Either the joint separated before curing or the adhesive shrank. Shrinkage generally isn’t an issue with engineering adhesives – however, solvent or water based adhesives can have very high shrink rate.
Contact Permabond technical specialists to review ways to ensure your bond is free of trapped air.


