
Using industrial adhesive is an ideal method of bonding dissimilar materials e.g. metal to plastic. Joining techniques (such as welding, brazing, solvent welding, friction welding etc.) are all quite fussy and dictate that you can only join similar materials (e.g. metal to metal or plastic to plastic). Adhesives are far less dictatorial and let you bond a whole multitude of substrate materials to virtually anything you like!
Different substrate materials have different coefficients of thermal expansion. This means when materials warm up, they expand – but different materials do this at different rates. If you imagine a long aluminium profile bonded to glass that is expanding and contracting there could be quite a lot of difference between the two materials – potentially the glass could shatter as a result of thermal shock.
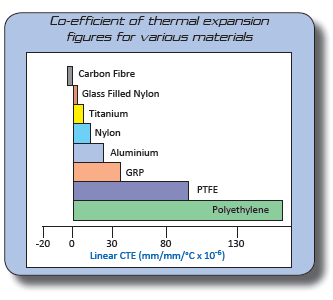
Graph below shows a selection of common materials and their coefficients of thermal expansion.
For further assistance and advice, please contact the Permabond technical team.


