
The requirement for fire retardant adhesives is increasing and their use expands to a number of different industry sectors examples including aerospace, construction, electronics and public transport (trains in particular).
Regulations and approvals for each industry sector are different and also vary between countries. For this reason, as an adhesive manufacturer, it is vital we treat each customer application as a new product development. This ensures the adhesive matches the customer’s performance and application requirements, as well as meets the particular industry/country regulations regarding fire retardancy.
Most approvals are application-based, and the adhesive bonded joints or laminated parts need to be tested for fire retardancy in a typical assembly (so if bonding composite layers which have been sandwiched together with an adhesive, the whole “sandwich” is tested). It is a good idea to start with an adhesive that is confirmed as non-burning so you don’t waste time and money further down the track and must start again. One of the most recognized testing standards is UL94 testing which is discussed in more detail later in this article.
The other added challenge with regulations and approvals is that they are constantly changing and becoming ever stricter (it is very rare to see a regulation relaxed!). Following a major fire disaster or transport incident where deaths have occurred due to fire or toxic smoke inhalation, industries review their standards and bring in new legislation. After the London Kings Cross disaster, underground stations and trains were subject to important new rules to ensure any adhesives used in public areas were fire retardant. German rules were stepped up after the Dusseldorf airport fire. Aircraft cabins have to be flame resistant and not give off toxic smoke. As a result, many traditional building materials, such as wood, have been replaced with non-burning composite materials to help inhibit the spread of fire; of course, any adhesives used to bond these materials also need to be fire retardant.
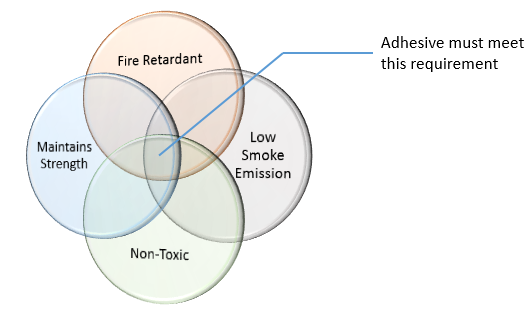
1: So, one of the obvious key criteria is to be flame resistant / non-burning or, better still, inhibit flames – properly fire retardant.
2: the adhesive should not give off excessive or toxic smoke.
3: The adhesive needs to maintain its structural integrity at high temperatures (have as good a temperature resistance as possible).
4: Decomposed adhesive material should not contain toxic by-products.
It looks like a tall order to come up with an adhesive that can match these requirements – and at this stage, viscosity, colour, cure speed and preferred cured method, gap fill, strength performance, thermal conductivity, and packaging haven’t even been considered. But the development chemists enjoy a good challenge so BRING IT ON!
Adhesives can be developed to match a sliding scale of fire retardancy – here are details of the Underwriters Laboratory Testing classifications. As adhesive manufacturers, we are seeing requests mainly for the UL94 V-0 and occasionally for the HB.
The two latter classifications would pertain to a bonded panel rather than a specimen of adhesive.
The testing is pretty simple and doesn’t require sophisticated equipment, here is a basic test setup:
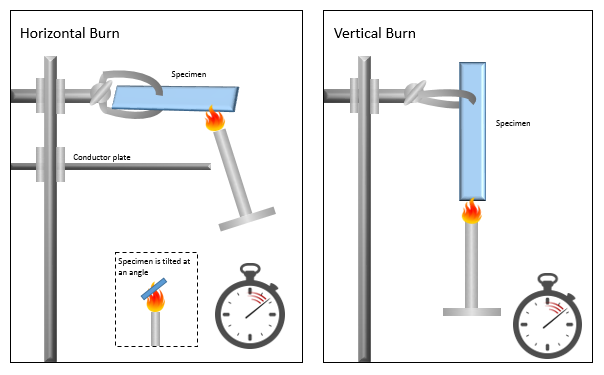
It can be quite tricky to do this test on some adhesives alone. Particularly for adhesives that won’t cure properly outside of a closed joint. In this case, you can test only between bonded substrates. However, epoxy glue and UV adhesives can be cured as a solid test specimen. Then, insert the test specimen into the jaws of the clamp stand. Keep a sand bucket nearby, and we strongly recommend doing this under extraction or in a fume cupboard. Don’t set off any smoke alarms! Especially those linked directly to the emergency services. Catch the specimen on fire and time how long it takes for the flame to extinguish. Check for any drips underneath (hopefully, you have a disposable tray in situ; otherwise, bye-bye nice worktop).
Adhesive chemists combine a number of additives to make fire retardant adhesives – and sometimes even to quench flames (although this feature is harder to achieve nowadays with many goods manufacturers now requesting halogen-free formulations).
It is a careful balance as these additives will cause interference with other adhesive properties such as strength, rheology, cure speed, flexibility etc.
Yes! There is. Both terms have been bandied about in the article, but it is probably best to set the story straight.
these are often products such as inorganic adhesive cements and sealants. They don’t burn and they withstand extreme temperatures. Applications for these types of products include, blast furnaces, ovens etc. They don’t do anything to stop an assembly burning. But they do a great job of holding all the burning bits together.
These help to extinguish the flames and slow the spread of fire.
Permabond works closely with these industries and others requiring flame retardant adhesives. We offer a bespoke product development service, small batch manufacture to help keep minimum order quantities down, and the capability to ramp up to large-scale manufacture as required.
For further help and advice, product recommendations, and information, please feel free to contact Permabond, and we will arrange for our chemists to assist you further.


